
Home > Produkte > Reaktor > Mikrokanalreaktor






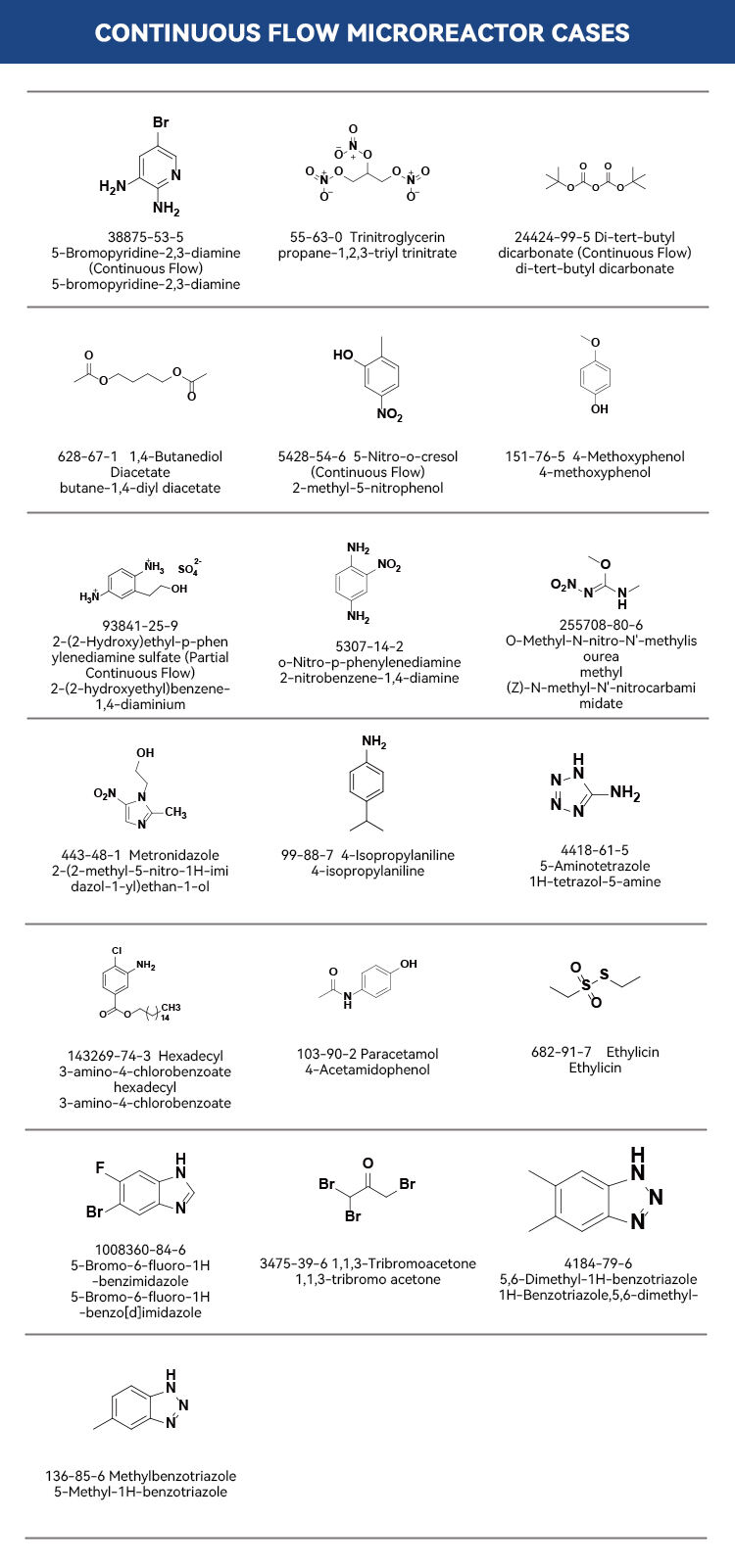
Der kontinuierliche Durchflussmikroreaktor von YHCHEM verwendet eine einzigartige interne Struktur, um einen schnellen turbulenten Fluss der internen Materialien zu erzeugen, was die Flüssigkeitsmischung verbessern, den Massentransfer und die Wärmeübertragung steigern kann und für mehrphasige Reaktionen und Reaktionen unter risikoreichen oder rauen Bedingungen geeignet ist. Je nach Szenario zielt die Bereitstellung maßgeschneiderter One-Stop-Services darauf ab, die Reaktionszeit zu verkürzen, Ressourcenverschwendung zu reduzieren, die Produktqualität und -reinheit zu verbessern, Sicherheitsrisiken zu eliminieren, die Umweltverschmutzung zu verringern und eine nahtlose Skalierung vom Labor zur industriellen Produktion zu erreichen. Der kontinuierliche Durchflussmikroreaktor von Yuanhuai kann Reaktionen unter einer Vielzahl verschiedener Reaktortypen und Bedingungen durchführen. Die modularen Systemkomponenten sind flexibel und einfach zu verwenden und eignen sich für Sulfonierung, Formatierung, Hydrierung, Nitrierung, Oxidation, Veresterung und Diazotierung. Solche Reaktionen werden häufig in Feinchemikalien, pharmazeutischen Zwischenprodukten, Nanomaterialien, Polymermaterialien und anderen Branchen eingesetzt.
Sechs große Vorteile für die chemische Industrie
● Anwendbare Prozesse
Nitrierung, Oxidation, Chlorierung, Fluorierung und 18 weitere gefährliche chemische Prozesse unter strenger Aufsicht.
● Anwendungsgebiete
Die Anwendungsgebiete sind vielfältig und umfassen Pharmazeutika, Agrochemikalien, Farbstoffe, Duftstoffe, Chemikalien für die Elektronik und mehr.
● Materialoptionen
Es stehen verschiedene Materialien zur Verfügung, darunter Edelstahl 316L, Siliziumkarbid (SiC), Hastelloy, Edelstahl C4, PTFE und mehr.
● Optionale Funktionen
Feststoffzufuhr, Wiegen und Dosieren, pH-Erkennung und Online-Analyse.
● Verschiedene Modelle
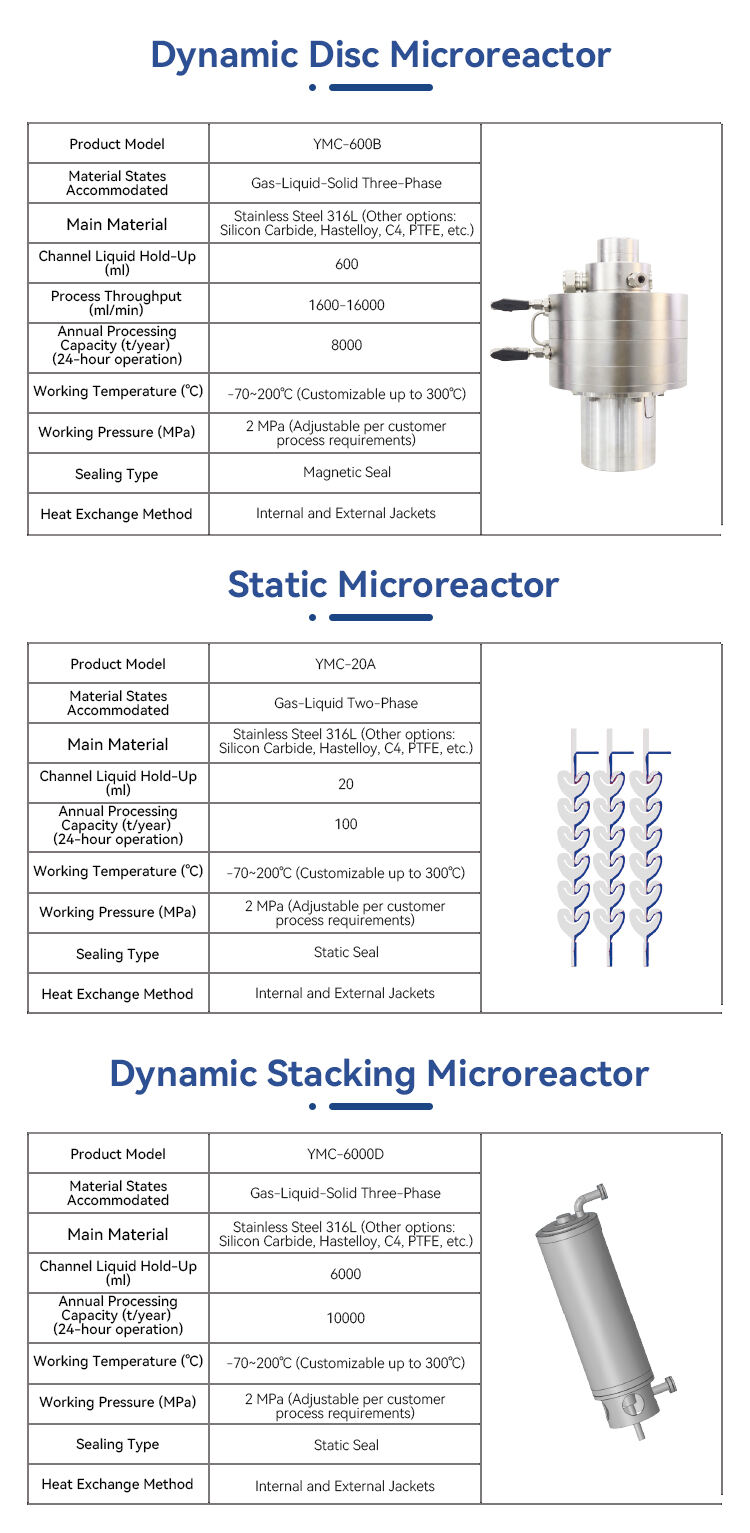
Zur Auswahl stehen dynamische Scheibenreaktoren, statische Mikrokanäle, Rohrreaktoren und Festbettreaktoren.
● Maßgeschneiderte Prozesse
Umfassende Prozesslösungen für Fest-Flüssig-Reaktionen, Flüssig-Gas-Reaktionen, Extraktion, Destillation, Trocknung und andere Systeme.
Technische Vorteile
● Hohe Massen- und Wärmeübertragungseffizienz ● Präzise Prozesskontrolle
● Reduzierte Nebenreaktionen ● Minimale Scale-Up-Effekte
● Kurzer Produktionszyklus ● Kleines Reaktionsvolumen
● Maximaler Druck bis 40 MPa ● Betriebstemperatur bis 300°C
● Bereiche von 10 bis 1000 Mikrometer ● Flüssigkeitsaufnahmekapazität von 10 bis 6000 ml
● Überlegene Mischleistung ● Bequemes Online-Monitoring
● Modularer Aufbau ● Automatisierung
● Hervorragende Korrosionsbeständigkeit, geeignet für Verbindungen mit hohem pH-Wert und Flusssäure.
● Edelstahl, Siliziumkarbid, Hastelloy und andere.
Benutzerwert
● Geringe Gesamtinvestition ● Geringer Energieverbrauch
● Hohe Produktausbeute ● Geringer Platzbedarf
● Hohe Produktreinheit ● Geringe Betriebskosten
● Hohe Produktselektivität ● Minimaler Katalysatorverbrauch, lange Lebensdauer
● Hohe Produktionseffizienz ● Minimaler Abfall
● Geringer Flüssigkeitsbedarf, eigensicher ● Schnelle Skalierung
Anwendungsgebiete
● Pharmazeutika und chemische Zwischenprodukte
● Pestizide
● Neue Materialien
● Neue Energie
● Militärindustrie
● Feinchemikalien
● Farbstoffe
● Düfte und Aromen
● Nitrierung, Sulfonierung, Diazotierung, Oxidation, Fluorierung, Hydrierung, Chlorierung, Halogenierung, Bromierung, Polymerisation, Cyclisierung, Isomerisierung, Veresterung, Grignard-Reaktion, Aminierung, Alkylierung, Hydroxylierung, Säure-Base-Neutralisation


 EN
EN
 AR
AR
 BG
BG
 HR
HR
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NEIN
NEIN
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 UK
UK
 HU
HU
 TH
TH
 TR
TR
 GA
GA
 BE
BE
 BN
BN