
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 UK
UK
 HU
HU
 TH
TH
 TR
TR
 GA
GA
 BE
BE
 BN
BN

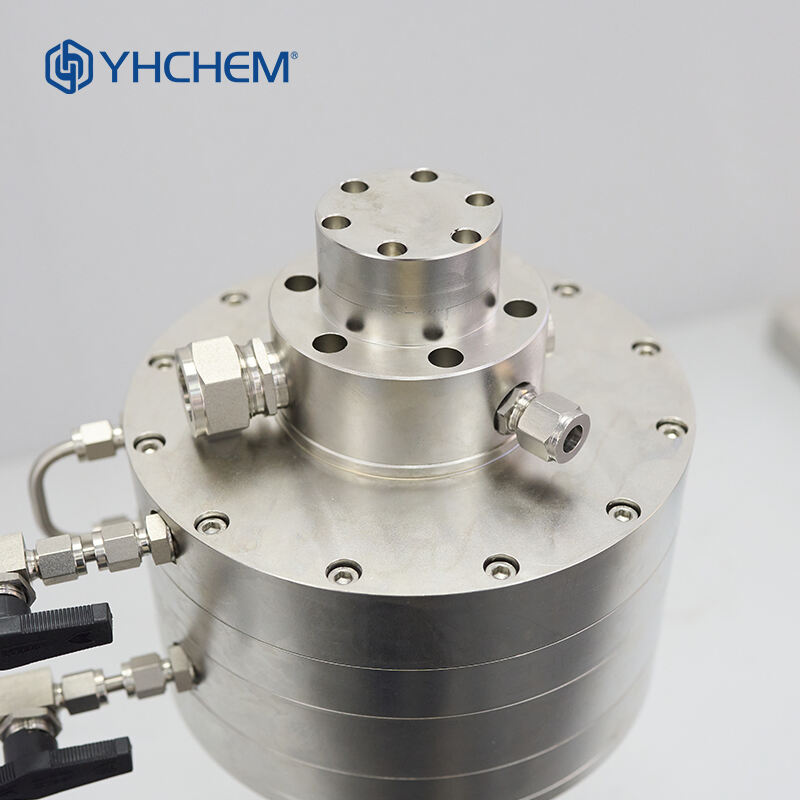




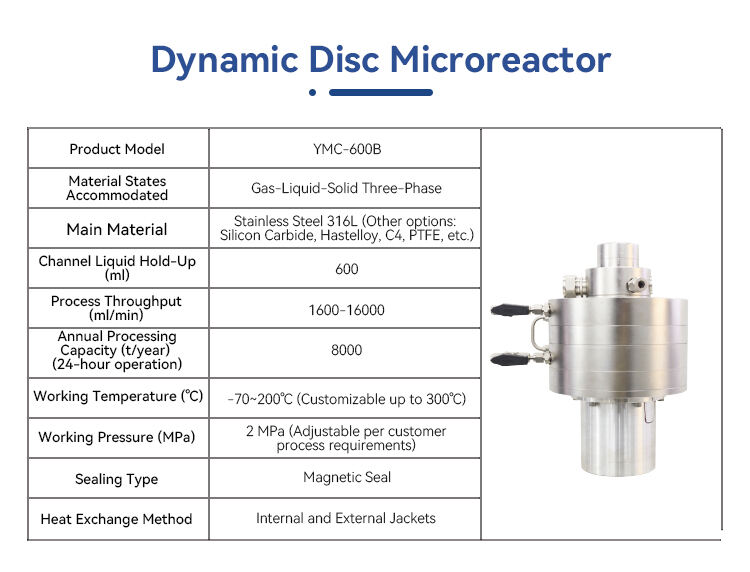
Dynamischer Scheiben-Mikroreaktor Gas-flüssig-fest Drei-Phasen Jahresverarbeitungskapazität: 8000 t/Jahr(24h)
Das Super-Schwerkraft-Zentrifugal-Scher-Hundertfach-Schwerkraftfeld, nano-skalierte Scherung zur verstärkten Stoffübertragung, erfüllt die nationale, für kontinuierliche Nitrierung/Diazotierung vorgeschriebene Zwangspolitik! Gas-Flüssig-Fest-Drei-Phasen-System, kompatibel mit 0–40 % Feststoffgehalt, magnetische Dichtung mit einer Druckbeständigkeit von 20 MPa, 316L/Siliciumcarbid/Hastelloy-Legierung mit einer Temperaturbeständigkeit von 200 °C, anpassbar bis 300 °C, mikro- und nanopartikuläre Verstopfungsverhinderung, bevorzugte Ausrüstung für kontinuierliche gefährliche Prozesse in der pharmazeutischen, Pflanzenschutzmittel- und Nanomaterialindustrie
- Produktdetails
- Verwandte Produkte
Produktdetails
YHCHEM d der dynamische Scheiben-Mikroreaktor nutzt eine einzigartige interne Struktur, um eine schnelle turbulente Strömung der Materialien im Inneren zu erzeugen. Dies kann die Flüssigmischung verbessern, den Stofftransport und Wärmeübertragungsprozess optimieren und eignet sich für mehrphasige Reaktionen sowie Reaktionen unter hohem Risiko oder in strengen Bedingungen. Je nach Szenario wird ein umfassender Service mit maßgeschneiderten Lösungen angeboten, der darauf abzielt, die Reaktionszeit zu verkürzen, Ressourcenverschwendung zu reduzieren, Produktqualität und -reinheit zu erhöhen, Sicherheitsrisiken auszuschließen, Umweltbelastung zu minimieren und einen nahtlosen Übergang von der Laborskala zur industriellen Produktion zu ermöglichen.
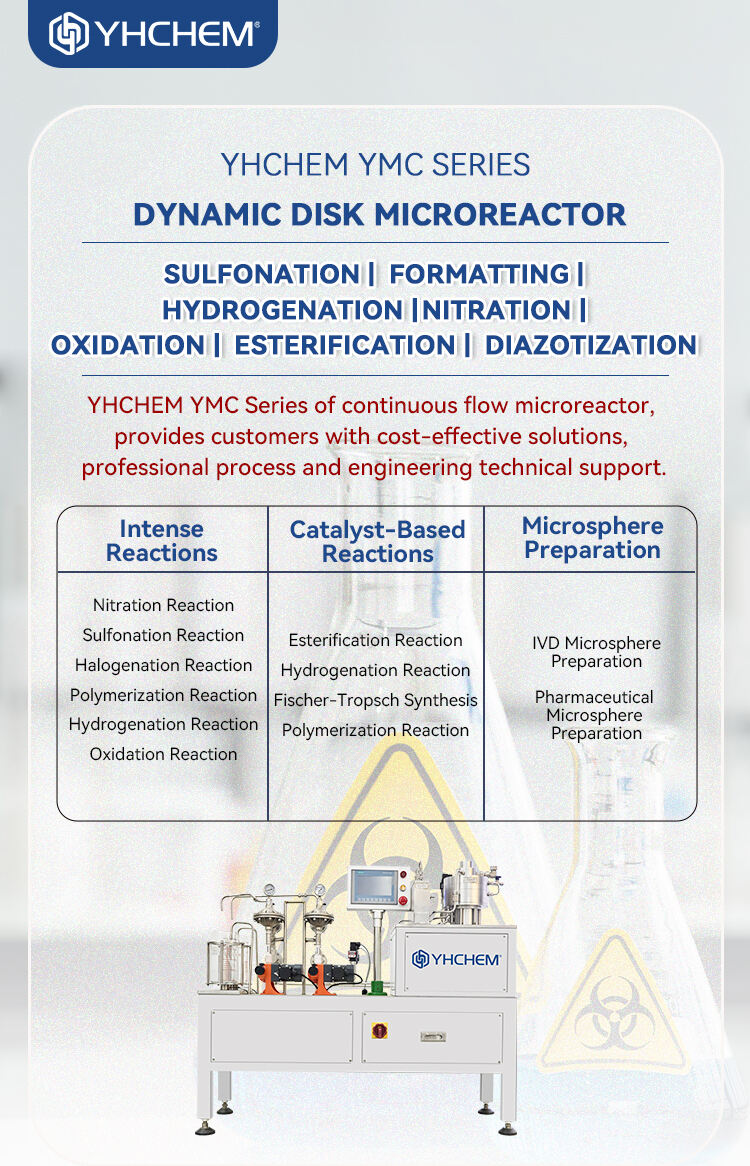
UMFANGREICHES ANWENDUNGSREPertoire
Pharmazeutische Zwischenprodukte, Medizingewinnung, Feinchemikalien, Pflanzenschutzchemie, Spezialchemikalien, Konsumgüterindustrie, Nanomaterialien, Arzneiformen, Polymermodifizierung usw.
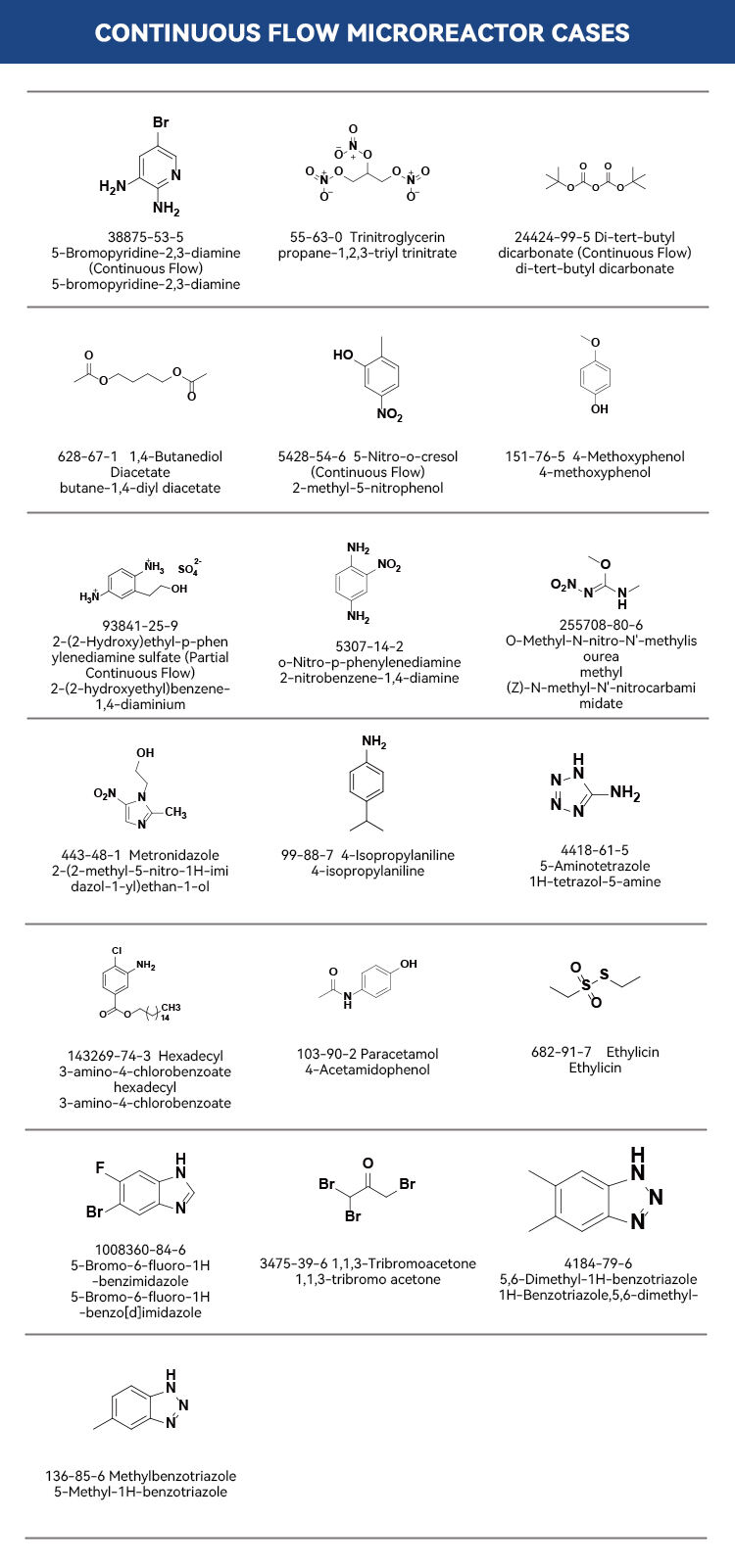
Häufige Reaktionen, einschließlich Nitrations-, Sulphonierungs-, Diazotisierungs-, Oxidations-, Peroxidations-, Hydrogenations-, Chlorierungs-, Fluorierungs-, Halogenierungs-, Polymerisations-, Cyclisierungs-, Isomerisierungs-, Esterifikations-, Aminierungs-, Alkylations-, Hydroxylierungs- und Säure-Basis-Neutralisationsprozesse usw., können mit dem Mikroreaktor durchgeführt werden.
Prozessmerkmale
Genaue Kontrolle der Reaktionstemperatur und -zeit, schneller und sicherer Reaktionsablauf, große spezifische Oberfläche, homogenes Mischen der Materialien, Energieeinsparung und Emissionsreduktion, kompakte Struktur, kein Skalierungseffekt.
●Kleine Größe des Reaktionsgeräts, schnelles Mischen der Materialien, hohe Massen- und Wärmetransfer-Effizienz, leicht zu erreichende Prozessintensivierung. .
● Enge Verteilung der Aufenthaltszeiten, das System reagiert schnell, gute Prozesswiederholbarkeit, stabile Produktqualität. .
● Genaue Parameterkontrolle (einschließlich Konzentrationsverteilung, Temperaturverteilung und Druckverteilung usw.), leicht automatisierbar. .
● Fast kein Verstärkungseffekt, kann schnell skaliert werden. .
● Geringe Menge an Material online, geeignet für unkonventionelle Reaktionsbedingungen (z. B. hohe Temperaturen und Drücke), intrinsisch sichere Prozesse; kontinuierlicher Betrieb, hohe Raum-Zeit-Effizienz, personalsparend.
● Laut Statistik können etwa 18,5 % der Reaktionsprozesse in der Synthese von Chemikalienmedikamenten hinsichtlich Selektivität, Raum-Zeit-Ausbeute, Sicherheit und Wirtschaftlichkeit durch kontinuierliche Fluss-Mikroreaktionstechnologie optimiert und verbessert werden.
Produktmerkmale
● Interne Hochschervorrichtung, hochgeschwindige Rührblätter zur Sicherstellung einer gleichmäßigen Materialverteilung, hohe Produktstabilität.
● Geeignet für Reaktionen mit oder ohne Erzeugung viskoser Flüssigkeitsmaterialien, Feststoffphasen und Suspensionen.
● Hohe Mischleistung, kann Mikro- und Nanopartikel bilden, verstärkt die Reaktion, verhindert Verstopfungen.
Technische Vorteile
● Hohe Wirkstoff- und Wärmeübertragungsleistung, guter Mischeffekt
● Präzise Prozesssteuerung, Inline-Inspektion, Modularität, Automatisierung
● Reduzierte Nebenwirkungen, mikroskopischer Kanal-Design
● Kleines Reaktorvolumen und geringe Flüssigkeitsaufnahme
● Maximale Druckfestigkeit 40MPa, Korrosionsbeständigkeit (Siliciumkarbid/Hastelloy)
● Niedrige Energieverbrauch und geringer Katalysatorverbrauch
● Weniger Schadstoffe, geringe Flüssigkeitsaufnahme
● Geringerer Skalierungseffekt, schnelle Prozessvalidierung
● Hitzebeständig, vielfältige Materialien (316L/Hastelloy usw.)
● Langes Katalysatorleben und hohe Systemstabilität
Nutzerwert
● Hohe Produktausbeute und hohe Produktionseffizienz
● Kurze Produktionszyklen und schnelle Skalierung der Produktion
● Hohe Produktreinheit und Selektivität
● Kleiner Grundriss und intrinsisch sicher
● Anpassung an gefährliche Prozesse wie Nitrifizierung/Chlorierung
● Niedrige integrierte Investition und geringe Nutzkosten
● Umweltkonformität und geringes Sicherheitsrisiko
● Schnelle Industrialisierung und reduzierte F&E-Kosten
● Deckt Pharmazeutika/Elektrochemikalien usw. ab.
● Langfristige Optimierung der Betriebskosten
Verwandte Produkte

YLT (-120℃~RT) Niedrigtemperatur Kühlzirkulationspumpe

YLT Offen-Serie (-20℃~RT) Niedrigtemperatur Kühlzirkulationspumpe

CO2-Inkubator

JGR-200 Glasreaktor mit Mantel Temperaturbereich: -80~200℃
Emulgator

RE-510 Elektrischer Drehverdampfer Drehflaschenkapazität: 20L Temperaturbereich: RT~200℃
